 |
| Diamond Hotend, Alu X-Ausleger und Alu Druckbetthalter |
Der Ormerod stand seit meinem Umzug eigentlich nur unbrauchbar in der Ecke. Die Geometrie einiger Kunststoffteile hat die hohen Temperaturen in diesem Sommer nicht unbeschadet überstanden. Die letzten zwei Tage sind die Problemchen behoben worden und der Drucker ist wieder fit. Außerdem hat er ein kleines Upgrade spendiert bekommen. Dabei ist nicht nur die Firmware auf den aktuellen Stand gebracht worden, sondern auch die Hardware von Grund auf erneuert worden.
 |
| Bei 40° im Schatten sind PLA Teile nicht sonderlich stabil |
Die Tr 10×2 Gewindespindel ist schon seit einer Weile verbaut. Dazu habe ich die Spindel erhitzt und in das Standard Zahnrad der 5mm Achse geschmolzen. Dabei habe ich darauf geachtet, dass alles noch rotationssymetrisch geblieben ist. Die Trapezgewindemutter habe ich dann anstelle der originalen Halterung am Auslegerarm befestigt und die Mutter darin festgeklebt.
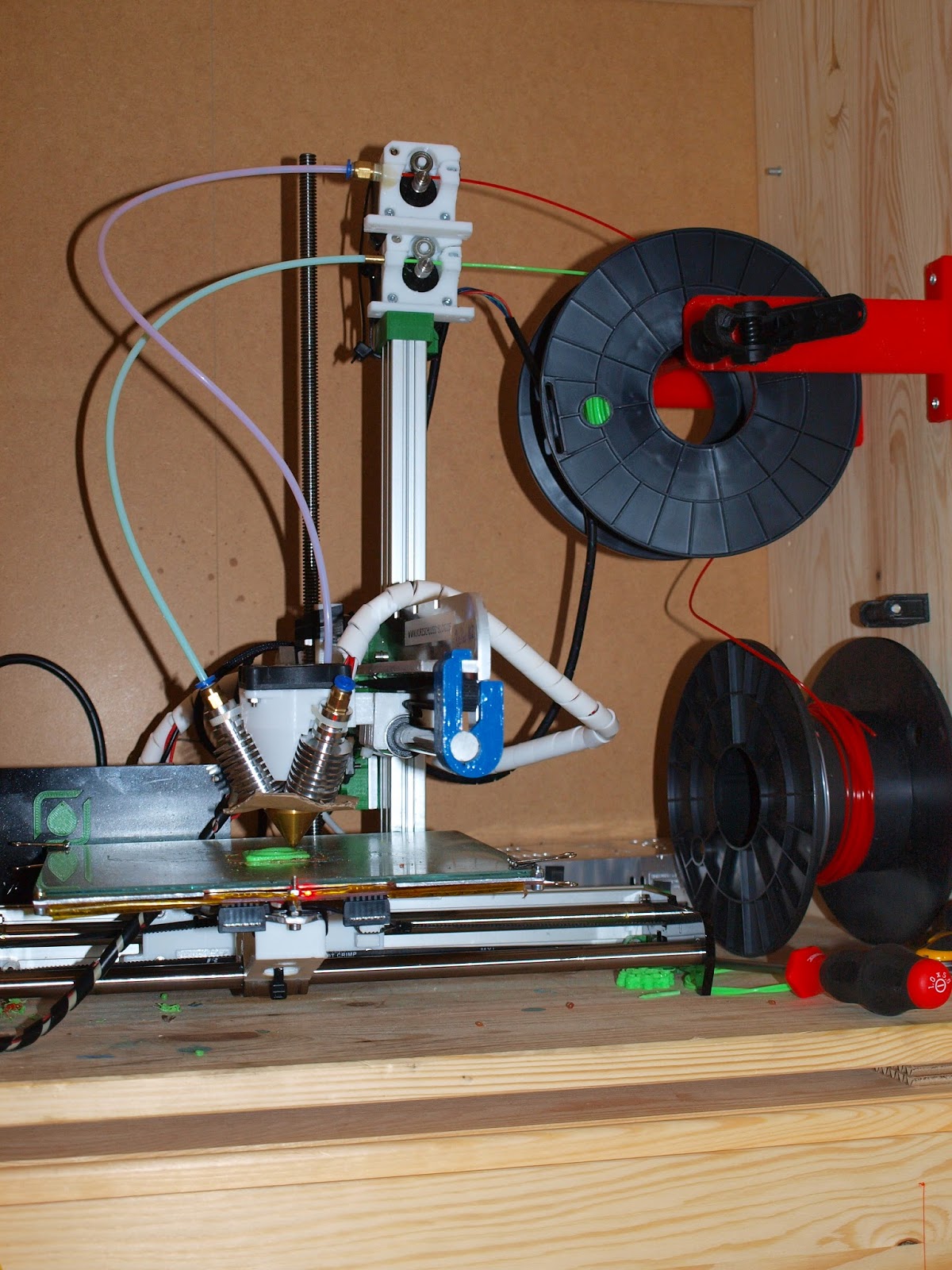
Ein Anbieter in England bietet für den Ormerod den X-Ausleger und den Druckbetthalter in Aluminium Ausführung. Beides zusammen ist für 100€ zu haben und eine wertvolle Erweiterung für den Drucker.
 |
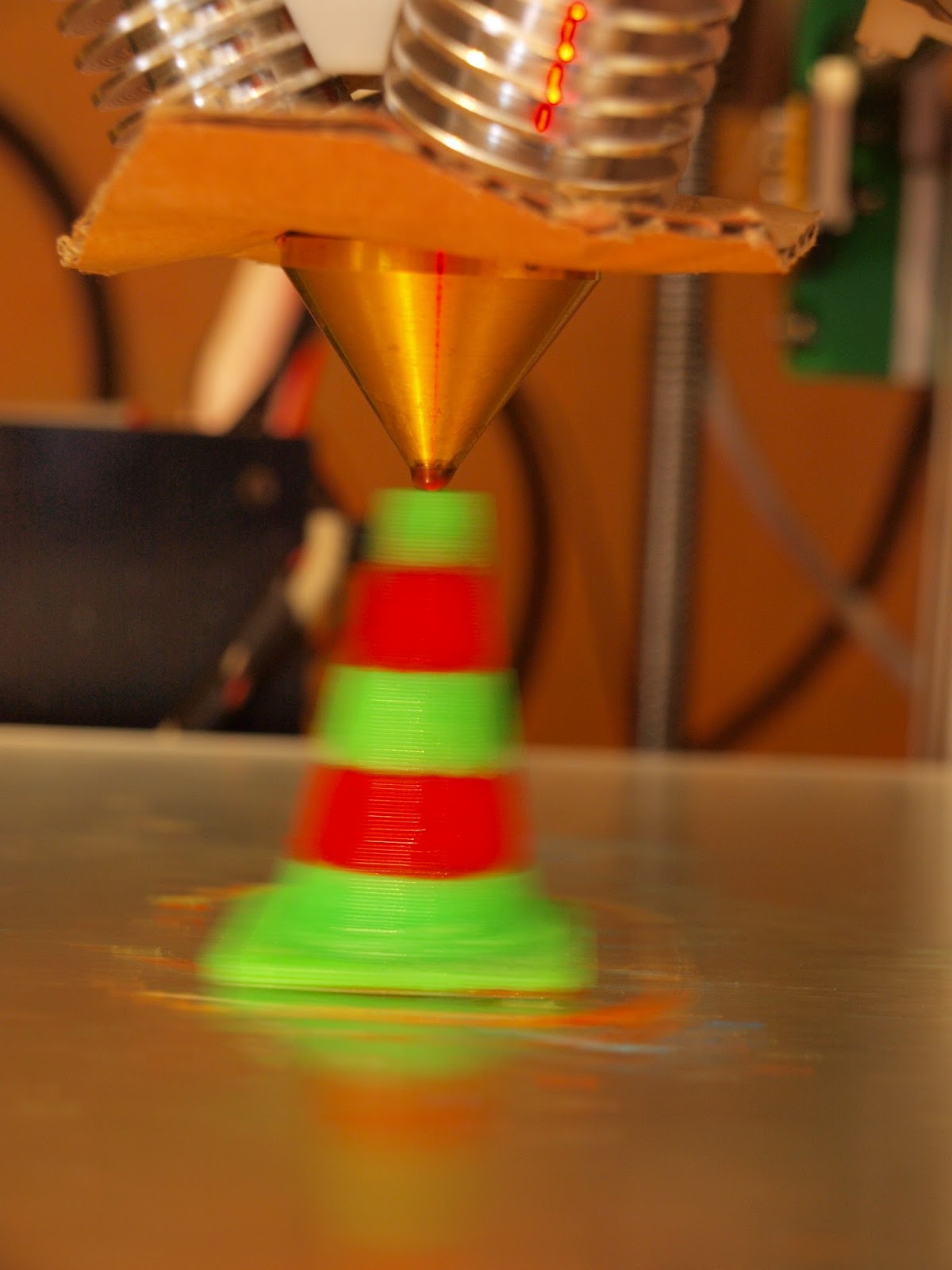
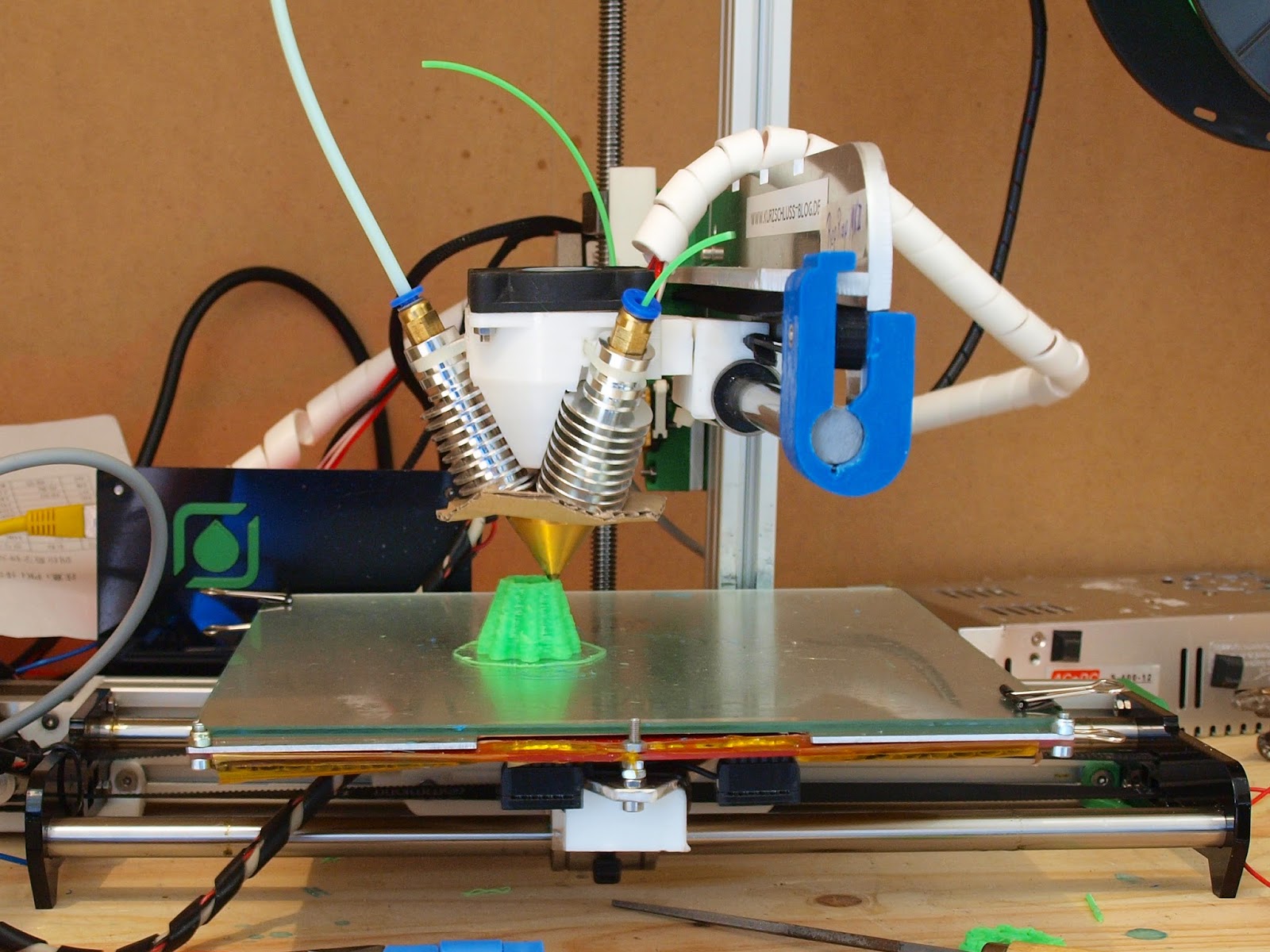
| Zwei von drei Extrudern am Werk |
Das Diamond Hotend ist eine geniale Entwicklung für den Druck mit mehreren Farben. Bei einem Druck mit mehreren Extruderdüsen ist es immer schwierig die nicht aktiven Düsen davon abzuhalten zu tropfen. Weiterhin sind die Düsen meistens auf der gleichen Höhe wie die gerade aktive und kratzen somit über die aktuell gedruckte Oberfläche. Das Diamond Hotend löst dieses Problem, indem die maximal drei Filamente über eine gemeinsame Düse gedruckt werden. Alle drei Fäden werden über separate Heatbreaks in eine zentrales Hotend geführt. Das klingt erst mal nicht ganz so einfach und auf den ersten Blick ist der Druckkopf sehr groß und schwer. Auf den zweiten Blick ist das weiterhin so, doch das Potenzial mit bis zu drei verschiedenen Farben drucken zu können ist die Mühe wert, die es kostet den Drucker umzubauen.
Mit dem G-Code Befehl M570 kann der Timeout für das Hotend hochgesetzt werden. Denn das ist jetzt wesentlich größer als vorher und somit braucht es länger um heiß zu werden.
M570 S300 ; Max. 300 Sekunden Aufheizzeit, sonst Heizerfehler
Leider sind hier nur drei verschiedene Farben aus dem gleichen Material möglich zu drucken und nur sehr schwer verschiedene Materialien, da alle Filamente mit der gleichen, oder ähnlichen Temperatur gedruckt werden müssen. Wie genau die Reinigung der gemeinsamen Düsenkammer funktioniert ist noch zu zeigen. Im Moment sieht es so aus als würden innerhalb weniger Zentimeter das alte Filament komplett mit der neuen Farbe ersetzt. Wie sich das mit deutlichen Farbunterschieden bemerkbar macht ist auch noch zu beurteilen.