Eigentlich wollten die Junkies ein paar Eindrücke der Embedded World mitbringen, aber dank der vielen Absagen, hat sich ein Besuch nicht mehr gelohnt. Wir haben uns also zusammen gesetzt und unsere persönlichen Highlights online rausgesucht und tauschen uns heute darüber aus.
Common-Sense-Tipps
Basti hat den Tipp Skripte anzulegen, um aufeinanderfolgende Tätigkeiten schneller und weniger kompliziert zu wiederholen. Er nennt als Beispiele das Erstellen einer SD-Karte für eine embedded Prozessor Platform, oder das Inbetriebnhemen eines Python Projektes
Pick and Place
Der Bestückautomat wird stetig weiter entwickelt und nimmt immer mehr Form an. Dabei ist Basti mit der Backlash Kompensation aneinander geraten, die dazu geführt hat, dass summierte Bewegungen zu einem ungenauen Ergebnis geführt haben.
Chips der Woche
Diese Woche gibt es hier die persönlichen Highlights der Embedded World Online Vorschau.
Wir haben in unserem neuen Produkt eine Ethernet Verbindung in die Außenwelt. Dort wird über eine RJ45 Buchse 100Mbit Ethernet von der Außenwelt ins Innere weitergegeben.
Ethernet im Normalfall
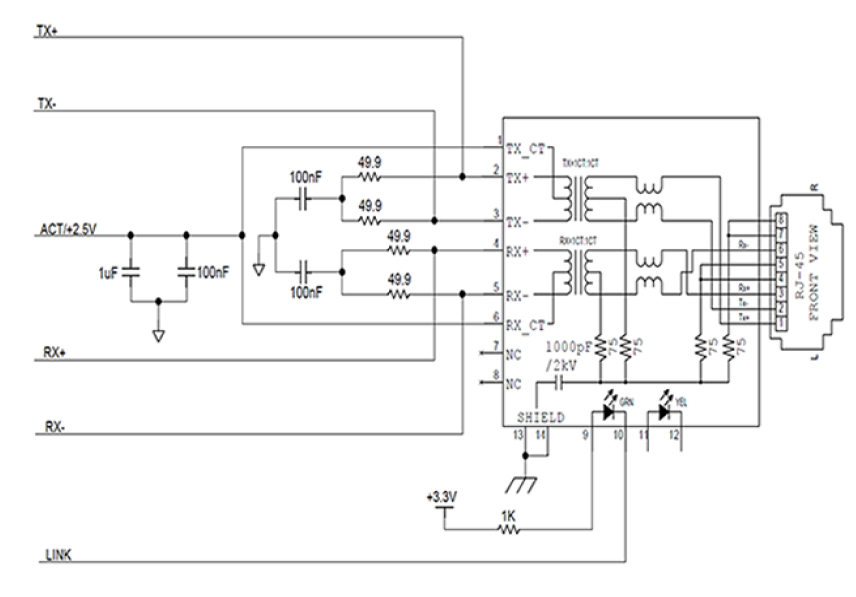
Normalerweise ist Ethernet eine Point-2-Point Verbindung zweier Geräte über ein Kabel. Das Kabel überträgt die Daten dabei galvanisch getrennt zu den Gerätespannungen. Daher könnne die Geräte in unterschiedlichen Stromnetzen betrieben werden und müssen kein gemeinsames Potential besitzen. Eine „normale“ Ethernet Schnittstelle ist unten abgebildet
Die Signale des Netzwerks müssen in unserem Gerät zu den elektrisch leitfähigen Komponenten mit 1500V Spannungsfestigkeit isoliert werden. Die Netzwerkschnittstelle im Inneren des Geräts besitzt noch sechs Meter bewegte Leitung bis zur RJ45 Buchse an der Schnittstelle zur Außenwelt. Daher muss hier eine Lösung gefunden werden, die diese Isolierstärke entweder über die sechs Meter gewährlisten kann, oder die Isolierung muss bereits an der Stelle des RJ45 Steckers erfolgen.
Als zweite Herausforderung kommt hinzu, dass das Netzwerksignal zusätzlich zu anderen Signalen gemeinsam auf einer Leitung übertragen werden muss. Es liegt eine Leitung von der Anschlussstelle zur Netzwerkschnittstelle. Dazwischen befinden sich mehrere Trennstellen, an denen Komponenten des Geräts bei der Installation vor Ort zusammen gesteckt werden.
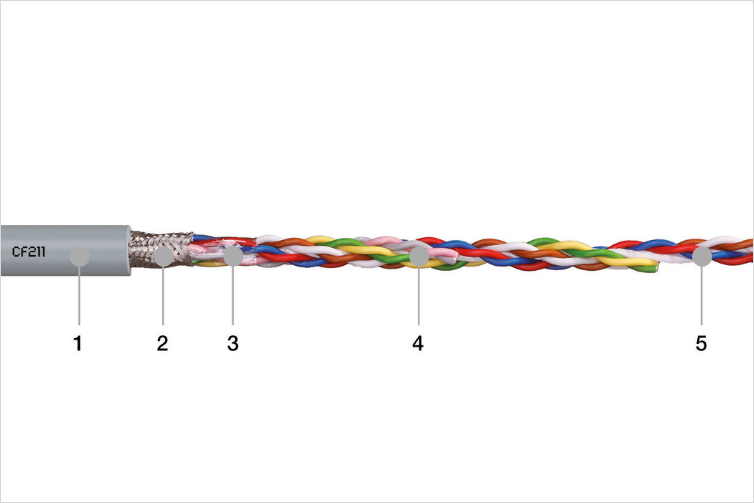
Das Kabel ist ein bewegtes Kabel und hat somit neben der elektrischen Anforderung auch noch eine mechanische Belastungen. Das von uns gewählte Kabel hat 12 Adern, von denen jeweils 2 als verdrillte Pärchen geführt sind und alle zusammen von einem Schirm umschlossen werden. Wir nutzen 4 der Leiter für 100Mbit Ethernet.
Die Herausforderung in der elektromagnetischen Verträglichkeit ist hier nicht die Funktion unter Störeinflüssen. Die werden dank der differenziellen Signalstruktur des Ethernets wenig gestört. Das Problem sind die abgestrahlten elektromagnetischen Wellen.
Wie oben bereits beschrieben sind die Ethernet-Signale galvanisch getrennt vom System und liegen somit schwebend in der Leitung. Umgeben sind sie dort von Signalen, die einen Bezug zu GND haben. Diese Sigtnale haben also eine elektrische Verbindung in das System hinein. Hier ist ein Aufnahme des abgestrahlten Spektrums mit aktivem Netzwerk Link.
Signalstärke über das Frequenzspektrum von 30MHz bis 1GHz
Klar zu sehen ist, dass bei allen drei Messverfahren (Peak, Average, Q-Peak) die Granzwerte bei verschiedenen Frequenzen überschritten werden. Die kritischen Überschreitungen sind allerdings im unten Frequenzbereich. Hier können einige Maßnahmen durchgeführt werden um die Abstrahlung von EM-Wellen zu verringern.
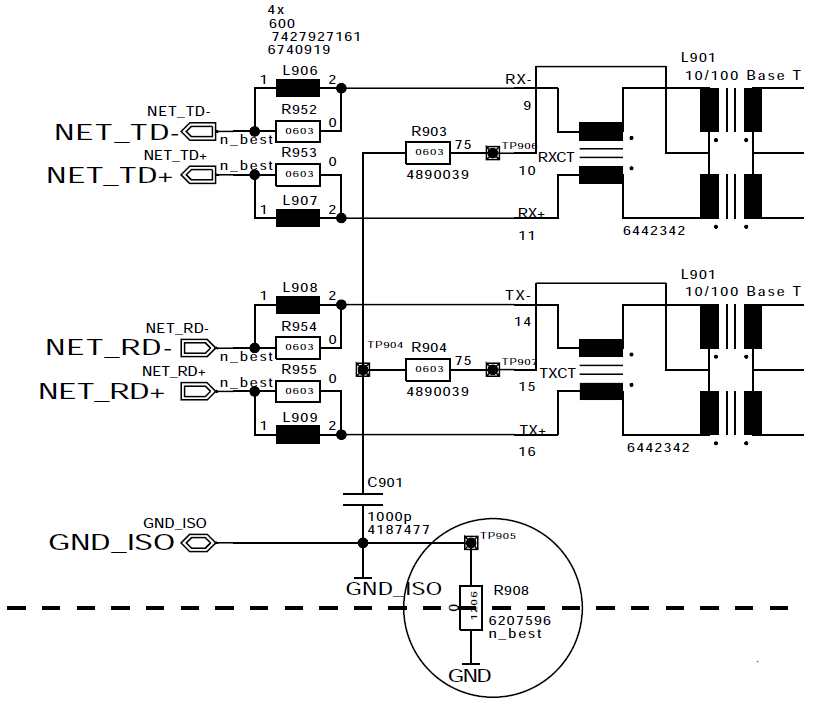
Die schnelle, aber hier leider unwirksame Abhilfe würde ein Klapp-Ferrit schaffen. Dieser würde die Gleichtakt-Fehlerströme begrenzen, also Ströme, die entlang der Leitung in eine Richtung fließen. In unserem Fall hatte aber der Ferrit keinen Einfluss auf die abgestrahlte Störung. Es handelt sich wohl nicht um eine Gleichtakt-Störung. Ein weiterer Platz für Feritte ist innerhalb der Leitung um eine Gegentakt-Störung zu beseitigen. Hier wird eine Induktivität in jede Leitung eingebracht. Im unten gezeigten Schaltbild sind das die Bauelemente L906 – L909. Diese verschleifen die Schaltflanke der Signale und reduzieren dadurch die auftretenden Oberwellen des Signals.
Anbindung der Ethernet Signale an die interne Schaltung
Wie oben zu sehen ist, sind die Mittenabgriffe der beiden differenziellen Übertragungsleitungen NET_RD und NET_TD mit je einem Abschlusswiderstand (R903 und R904) verbunden und werden kapazitiv an den Leitungsschirm angebunden. Eine Verbindung von GND_ISO und GND ist vorgesehen, aber nicht bestückt.
Die Gegenstelle sieht wie folgt aus und besitzt ebenfalls einen Ethernet-Übertrager Baustein. Die Signale LAN_RX und NET_RX sowie LAN_TX und NET_TX sind über die sechs Metzer lange Leitung miteinander verbunden. Diese Leitung hat auf dem Weg drei Steckstellen an denen das Signal über eine Leiterplatte geführt wird.
Ausgangsseitige LAN Schnittstelle mit RJ45 Verbinder
Die TX+/- und RX+/- Signale gehen dann auf ein Ethernet PHY. Diese Art von Schaltung haben wir in unserer Anlage versucht nachzustellen. Es wurden die Abschlusswiderstände, die im RJ45-Stecker gezeigt sind auf der Baugruppe platziert und wie in dem Beispiel verschaltet. Dabei gehen die Mittelabgriffe der Transformatoren gegen den Abschlusswiderstand und gemeinsam über einen Kondensator gegen Schirm Potential. Die ungenutzten Verbindungen werden kurzsgeschlossen und ebenfalls über 75Ohm an das Schirm Potential gebracht.
Auf der Innenseite zeigt sich ein Ähnliches Bild, hier sind wir etwas anders vorgegenagen und haben die Abschlusswiderstände kurzgeschlossen, wie sie im ‚eingangsseitigen‘ Teil der Refernzschaltung zu sehen ist. Dieses Vorgehen hat allerdings zu den oben gezeigten Abstrahlverhalten geführt.
Lösung
Eine bessere Signalqualität und Elektromangetische Abstrahlung haben wir erreicht, indem die innen liegende Seite der Netzwerkschnittstellen hinter dem ersten Übertrager (nach der RJ45 Buchse) am Mittenabgriff komplett offen gelassen wurde. Das heißt die Widerstände R243 und R244 sind nicht bestückt, es gibt keine Verbindung zum Schirm der Leitung. Auf der anderen Seite des inneren Kabels ist die Schlatung ebenfalls ohne Abschlusswiderstand und nicht mit Schirm verbunden.
Neue Verschaltung mit offenen Leitungen in der Übertragungsleitung
Diese Verschaltung ergab dann folgenden Messchrieb, ebenfalls mit aktivem Netzwerk:
Messergebnis nach EMV-Maßnahme 30-300MHz
Die blauen Rauten sind die endgültigen Q-Peak Messwerte, nach denen die Norm verlangt. Wir liegen also untehalb der in der Norm gewünschten Grenze von 30dBµV/m und das System ist bereit für die Zulassung. Eine Messung mit einem dedizierten LAN Kabel ergibt zwar ein komplett anderes Bild mit wesentlich weniger Abstrahlung. Aber wir haben leider kein Platz um ein eigenes Kabel zu legen. Für den aufmerksamen Leser ist hier noch anzumerken, dass die Nadel bei 93MHz nicht zum LAN gehört und auch bei gezogener Leitung bestehen bleibt. Das ist Baustelle Nummer zwei.
Es ist jetzt einige Zeit her, dass wir von unserem Betückautomaten Projekt berichtet haben. Daher hier ein Update zum Aktuellen Stand der Dinge.
Ziemlich zerlegt, kurz vor dem Wiederaufbau.
Wir haben die Adapterplatine erfolgreich an Stelle des 286er PC gesetzt. Das bedeutet, die Maschine lässt sich vollständig über eine USB-Verbindung von einem modernen PC steuern. Die Adapterplatine mit dem Namen STM286 hat einen Mikrocontroller (STM32F407), der die komplette Ansteuerung übernimmt. Neben der Ansteuerung der Schrittmotoren, Ventile und Auswertung der Sensoren auch noch eine Kommunikation mit dem PC über einen so genannten G-Code möglich. Dieser wird genutzt um Computer gesteuerte Maschinen wie Dreh- oder Fräsmaschinen zu steuern. Also ganz ähnlich wie das, was wir hier machen wollen.
Software Update
Kamera Bild des Bestückkopfes fährt entlang der X-Achse
Als G-Code Interpreter wurde eine Software mit dem Namen grbl so weit angepasst, dass sie mit dem Mikrocontroller lauffähig ist und die angeschlossenen Signale korrekt auslesen, bzw. schalten kann. Dabei sind einige Hindernisse zu nehmen. Nicht zu letzt, weil grbl für einen kleinen AVR Cotroller entwicklet wurde. Das zeigt sich unter Anderem in der RAM- und Flashauslastung auf dem wesentlich leitstungsfähigeren STM32. Im Gegensatz dazu wurden aus dem AVR einge Programmteile herausgenommen um Platz zu sparen. Auf dem STM32 ist die Ressourcenauslastung mit einem vollständigen Debug Build bei weit unter 10%. Auf der STM286er Baugruppe ist noch ein Ethernet Anschluss vorgesehen. Um diesen zum Einsazt zu bringen, z.B. für Websockets, sind also noch einige Bytes verfügbar.
Bestückkopf
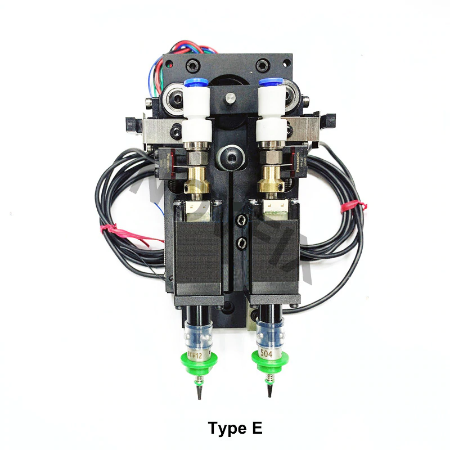
Der von uns als Basis erworbene Bestückautomat Zevatech Placemat 460 ist in der Lage gewesen ein Bauteil zu greifen und bei Bedarf um 90° zu drehen. Unser Ziel ist es zwei Bauteile auf einmal aufnehmen zu können und diese in beliebigem Winkel zu bestücken. Dazu benötigen wir neben zwei Saugdüsen auch noch zwei zusätzliche Motoren. Diese sind zum Glück bereits als Modulsteckplätze auf der Adapterplatine vorgesehen. Ein Motor steuert die Rotation und der zweite die Höhe der Saugdüse. Die beiden Düsen können über den Wippenarm von einem Motor entlang der Z-Achse bewegt werden.
Doppelt BEstückkopf. Jede Düse lässt sich einzeln drehen und hoch/runter fahren.
Dieser Bestückkopf wird als Ersatz für den alten eingesetzt. Somit verfügt der Automat dann über 2 Vakuum Düsen, die in einer Auflösung von 1,8° bei vollen Schritten drehen können. Zwischen die beiden Düsen werden wir eiene Kamera platzieren, die die Arbeitsfläche betrachten kann. Eine zweite Kamera kann dann die Bauteile von unten betrachten. So ist die Maschine vollständig optisch steuerbar.
Motorsteuerung
Die original verbauten Motoren der Placemat Maschine sind 5-Phasen Schrittmotoren. Sie werden angesteuert über Treibermodule, die von den 100VAC Eingangsspannugn versorgt werden. Die Treibermodule haben neben der Versorgungsspannung noch einen Schrittsignal Eingang für entweder Schritte im Uhrzeiger sinn und gegen den Uhrzeigersinn. Für die Ansteuerung der Bestückdüsen haben wir noch zwei zusätzliche Schrittmotor Treiber im Polulu-Stil auf unserer Ansteuerplatine vorgesehen. Diese werden mit Schritt- und einem Richtungspin angesteuert. Diese Art der Ansteuerung ist in grbl die vorgesehene und daher muss für die verfügbaren Motoren die Ansteuerung angepasst werden. Das lässt sich aber ohne Probleme in der Funktion einbauen, die die Pins ansteuert. Denn anstatt den Schritt- und den Richtungspin zu setzten, werden wir abhänging von der gewählten Richtung einen der beiden Ansteuerpins setzen. Eine Timer-Interrupt-Routine sorgt dafür, dass die Pins danach wieder zurückgesetzt werden.
Mit dieser Ansteuerung lässt sich der Kopf in X- und Y-Richtung verfahren. Die Schrittmotoren sind nicht in der Lage zu erkennen, an welcher Stelle der linearen Führung der Kopf sich befindet. Daher wird die Mechanik zu jedem Start in einen bekannten Ausgangszustand gesetzt. Das nennt man den Home-Zyklus.
Home Zyklus
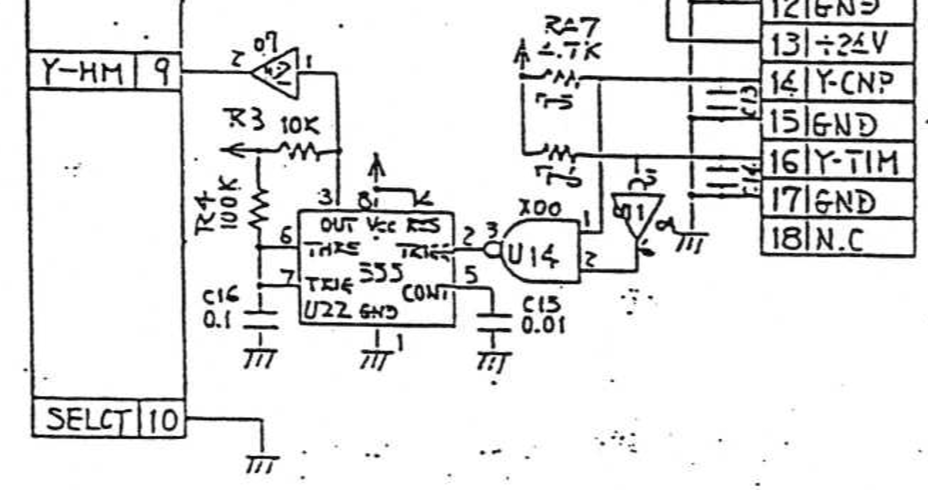
Die Zevatec Placemat Maschine hat an den X- und Y-Achsen mehrere Sensoren angebracht, die helfen, eine Home-Positionierung zu erhalten. Auf der von uns als Null festgelegten Seite besitzt sie zwei Gabellichtschranken. An der gegenüberliegenden Seite ist eine weitere Lichtschranke angebracht. Zu guter Letzt besitzt die Achse des Antriebmotors noch eine Lichtschranke, die einmal pro Umdrehung geöffnet wird. Dieses Signal wird im IO-Board in die unten gezeigte Schaltung gegeben. Y-CNP ist die zweite Lichtschranke am Null-Punkt, Y-TIM ist die Lichtschranke an der Motor Achse. Beide geben ein High-Signal, wenn sie nicht betätigt sind.
Schaltung der Home-Impuls Schaltung
In der regulären Betriebsart, also wenn dich der Kopf im Bewegungsraum auf der Achse befindet und bewegt, wird die Lichtschranke Y-TIM kontinuierlich eine kurzen High-Puls liefern. Dieser geht über U14 an den Timer 555. U14 sorgt dafür, dass die kontinuierlichen Pulse von Y-TIM in einen konstantes High-Signal übergehen, wenn die Lichtschranke ausgelöst ist. Der 555 macht daraus über den 100kOhm und die 0.1uF ein 100ms Puls.
Lichtschranken am Null-Ende der Y-Achse
So erhält man über das Signal Y-HM ein deutliches „Home-Position angefahren“ Signal. Für die aktuelle Umsetzung habe ich allerdings auf dieses Signal verzichtet und nutze die fallende Flanke der zweiten Lichtschranke an Position Null. grbl ignoriert beim Homen die Endschalter, stoppt aber die Bewegung, wenn ein Endschalter erreicht wurde. Der Kopf wird am Schluss des Zyklus um einen Millimeter aus der Lichtschranke gefahren. Das muss gemacht werden, da mit ’schraf‘ geschalteten Endschaltern das System in einen Alarm Zustand geht, wenn einer der Endschalter im Betrieb auslöst. Dieses Sicherheitsfeature möchte ich nicht umgehen und daher müssen wir nach Feststellung der Null-Position den Kopf aus der ‚Gefahrenzone‘ fahren. Die eigentliche 0/0 Koordinate ist dann je einen Milimeter weiter im Inneren des Arbeitsbereichs.
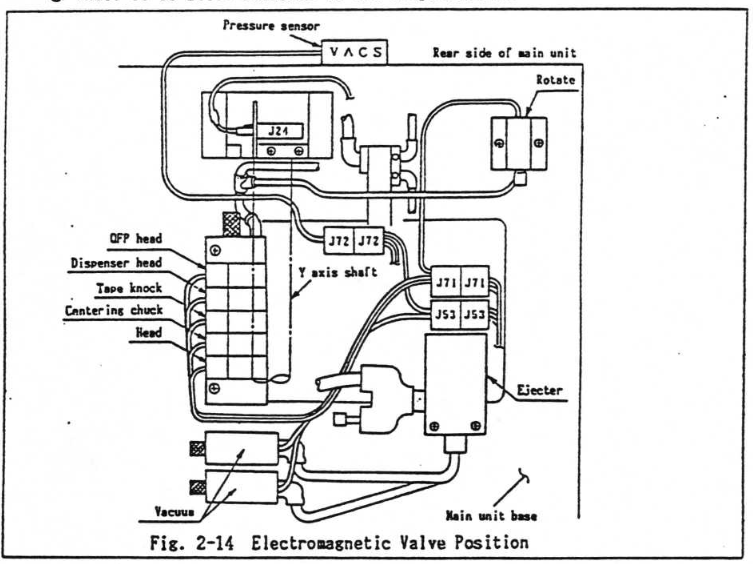
Vakuum-System
Um die Bauteile aufzunehmen, benötigt der Automat ein Vakuum. Da für die automatische Bereitstellung der Bauelemente in den Feedern Druckluft benötigt wird, bietet es sich an, den benötigten Unterdruck anhand eine Venturi-Düse zu erzeugen. Diese wird über ein Magnetventil mit Druckluft versorgt. Um das erfolgreiche Aufbauen des Unterdrucks zu messen, wird ähnlich einer Kelvin-Messung ein zweiter Luftschlauch zurück zum Unterdrucksensor geführt. Dieser hat entweder Umgebungsdruck, oder bei geschlossener Düse (Bauteil erfolgreich aufgenommen) den Unterdruck des Systems.
Um bei diesen Bauteilen zu sparen gibt es nur einen Sensor, den sich die beiden Köpfe teilen müssen. Dazu wird das zu messende Vakuum mit einem Magnetventil an den Sensor geschaltet. Diese Situation ist nicht optimal und in Zukunft sollten wir einen zweiten Unterdruck Sensor einbauen. Dann können wir über den kompletten Verfahrweg festellen, ob das Bauteil noch an der Düse hängt.
Ein Vakuum Sensor für zwei Vakuum Quellen
Versorgungsspannung
Die Maschine kommt Ursprünglich aus Japan und hat daher eine 100VAC Stromversorgung. Für den europäischen Markt ist ein Netztraffo eingebaut. Der wiegt einige Kilogramm, besteht aus einer großen Spule und setzt die hier vorhandenen 230VAC auf 100VAC herab. Dabei wird er handwarm. Das ist also kein so guter Wirkungsgrad und wir schauen, dass wir dieses Teil so schnell wie möglich los werden können. Dazu beötigen wir aber erst noch zwei Motortreiber für die X- und Y-Achse. Denn wie oben schon beschrieben, laufen die mit 100VAC.
Nachbessern einer Lötstelle am 144-pin STM32F407
Steuerungssoftware
Die Steuerungssoftware openpnp ist bereits vorbereitet und beinhaltet schon einige Konfigurationen. Im Video oben ist zu sehen, wie der Kopf entlang der X-Achse verfahren kann. Gesteuert wurde das ganze von openpnp aus. Auch habe ich angefangen die Festrüstung der Maschine in der Bauteiledatenbank für openpnp einzutragen. Dazu werde ich aber einen eigenen Artikel verfassen.
„fest“ gerüstete Bauteile. Die bleiben so lange drin, bis entweder die Rolle leer ist, oder andere dringender benötigt werden.
Bauteil-Feeder
Bei der von uns erworbenen Maschine waren einige pneumatisch betätigte Feeder dabei. Sie rollen das Baueteileband so weit ab, wie nötig um das nächste Bauteil frei zu legen. Mit einem Stößel drückt der Bestückkopf auf ein Drucklufttaster um den Mechanismus zu betätigen.
Cookie-Zustimmung verwalten
Um dir ein optimales Erlebnis zu bieten, verwenden wir Technologien wie Cookies, um Geräteinformationen zu speichern und/oder darauf zuzugreifen. Wenn du diesen Technologien zustimmst, können wir Daten wie das Surfverhalten oder eindeutige IDs auf dieser Website verarbeiten. Wenn du deine Zustimmung nicht erteilst oder zurückziehst, können bestimmte Merkmale und Funktionen beeinträchtigt werden.
Funktional
Immer aktiv
Die technische Speicherung oder der Zugang ist unbedingt erforderlich für den rechtmäßigen Zweck, die Nutzung eines bestimmten Dienstes zu ermöglichen, der vom Teilnehmer oder Nutzer ausdrücklich gewünscht wird, oder für den alleinigen Zweck, die Übertragung einer Nachricht über ein elektronisches Kommunikationsnetz durchzuführen.
Vorlieben
Die technische Speicherung oder der Zugriff ist für den rechtmäßigen Zweck der Speicherung von Präferenzen erforderlich, die nicht vom Abonnenten oder Benutzer angefordert wurden.
Statistiken
Die technische Speicherung oder der Zugriff, der ausschließlich zu statistischen Zwecken erfolgt.Die technische Speicherung oder der Zugriff, der ausschließlich zu anonymen statistischen Zwecken verwendet wird. Ohne eine Vorladung, die freiwillige Zustimmung deines Internetdienstanbieters oder zusätzliche Aufzeichnungen von Dritten können die zu diesem Zweck gespeicherten oder abgerufenen Informationen allein in der Regel nicht dazu verwendet werden, dich zu identifizieren.
Marketing
Die technische Speicherung oder der Zugriff ist erforderlich, um Nutzerprofile zu erstellen, um Werbung zu versenden oder um den Nutzer auf einer Website oder über mehrere Websites hinweg zu ähnlichen Marketingzwecken zu verfolgen.