Mein 3D Drucker ist ein Bausatz von RepRapPro.com und wurde ursprünglich für das Drucken von 1,75mm breitem PLA Kunststoff entwickelt. PLA hat den Vorteil, dass es bei ~200°C flüssig ist und sich somit hervorragend extrudieren lässt. Es haftet auf warmen (65°C) Kapton Klebeband und bei schweren Fällen auf Pritt-Stift. Dabei ist zu beachten, dass die Wärmeausdehnung von PLA sehr gering ist und daher das Risiko, dass sich ein Objekt während dem Druck verzieht gering. PLA ist ein sehr spröder Werkstoff, der allerdings bei geringen Temperaturen weich wird. Für allgemeine Bauelemente, die keiner großen Belastung ausgesetzt sind, oder Dekorationen eignet PLA sich hervorragend, da es einfach und Energiesparend zu verarbeiten ist. Außerdem entstehen bei PLA keine unangenehmen Gerüche.
ABS hingegen ist ein Thermoplast, dessen Schmelzpunkt etwas weiter oben liegt als der des PLA. Ein Druck mit 240°C für das von mir verwendete ABS erzeugt gute Verbindungen der einzelnen Schichten. Allerdings ist die Wärmeausdehnung von ABS gegenüber der von PLA wesentlich höher, sodass es passieren kann, dass das zu druckende Objekt sich bereits zusammenzieht, während eine weitere Schicht aufgetragen wird. Diese zeiht sich dann auch wieder zusammen und so kommt es vor, dass Ecken des Objektes von der Druckplatte abgehoben werden. Dies erzeugt dann einen Spalt, in dem Luft zirkulieren kann und das Objekt weiter abkühlt. Eine komplette Ablösung von der Druckplatte ist dann sehr wahrscheinlich.
Um einem zu schnellen Abkühlen vorzubeugen kann das Objekt auf einer beheizten Oberfläche gedruckt werden. Diese ermöglicht ein langsameres Abkühlen der Schichten und verhindert somit, dass sich das Objekt verzieht. Die Platte sollte dabei etwas mehr als 100°C haben.
Der Ormerod Drucker von RepRapPro kam mit einem PC Netzteil als Stromquelle für das Heizbett. Mit dem Netzteil war es möglich die Platte unter konstante anliegender Spannung auf 80°C zu erhitzen. Mit einem
leistungsstärkeren Netzteil sind 120°C nach einer gewissen Aufwärmzeit problemlos möglich. Der Druck kann also beginnen.
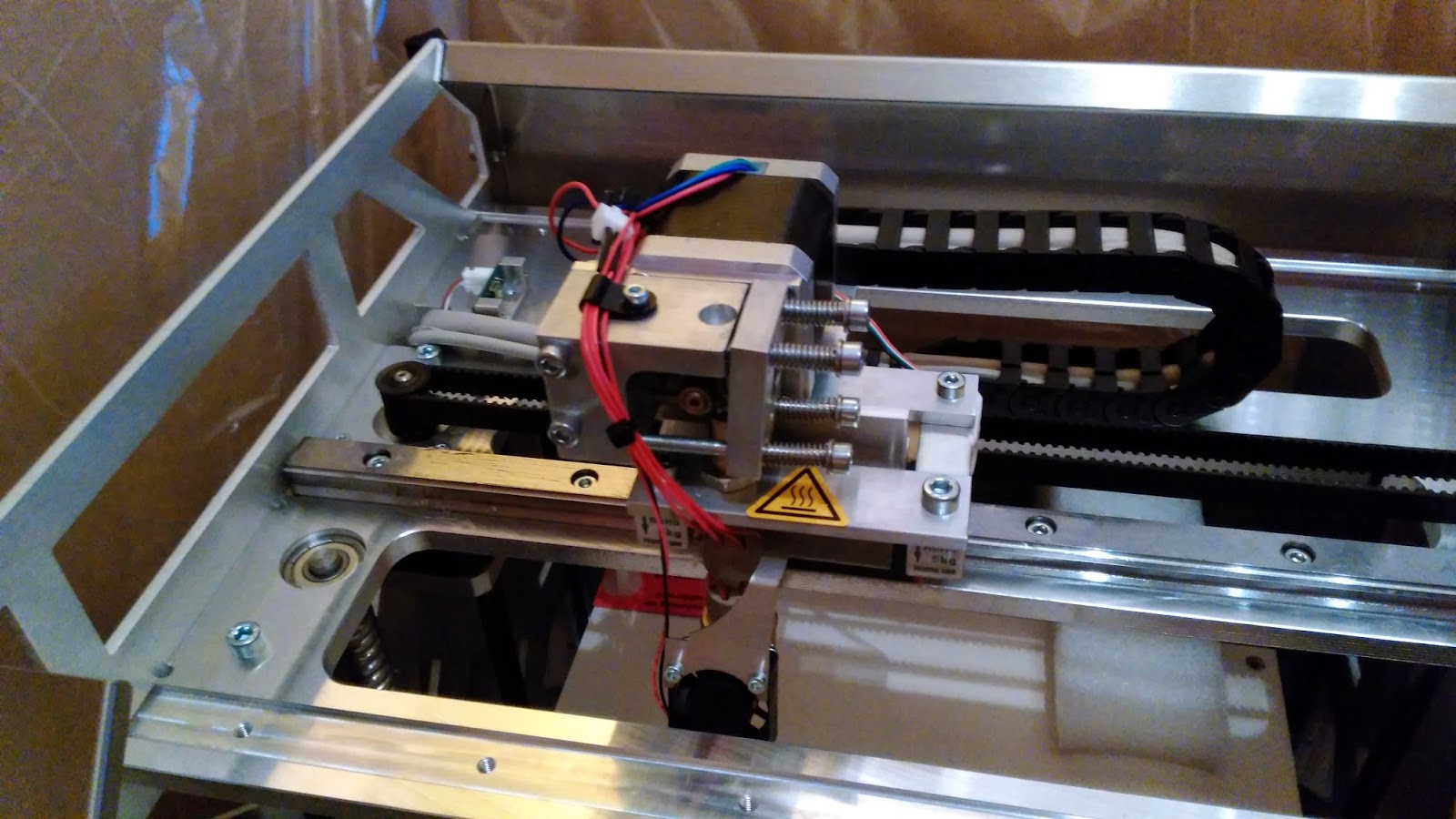
Zu Beginn befindet sich der Druckkopf sehr nahe über der Oberfläche des Druckbetts. Der originale Kopf des Druckers besitzt drei Düsen, die die Luft nahe an der Austrittsstelle der Düse vorbeileitet. Das führt zu einer starken Abkühlung der Druckplatte an dieser Stelle. Nachdem ich den originalen Kühlluftadapter so modifiziert hatte, dass die Luft wahlweise auch zur Seite abgeblasen werden kann, ist auch die Temperatur stabil geblieben.
 |
| Reibung der Y-Achse beim Verfahren nach links erzeugt diese Schräge |
Der Drucker besitzt keinerlei Seitenwände und so kommt es vor, dass leichte Luftzüge das Druckbild beeinflussen, bzw. zu einem vollständigen Ablösen des Objekts führen. Mit etwas Karton konnte aber schnell Abhilfe geschafft werden. Dabei zeigt sich, wie wichtig es ist, dass das Druckbett frei beweglich bleibt. Andernfalls kann es zu solchen Schönheiten kommen.
Die Kunststoffteile des Druckers sind, wie es sich für einen RepRap gehört, alle mit einem RepRap hergestellt worden. Dabei wurde PLA verwendet und das ist, wie oben angesprochen nicht sehr temperaturfest. Bereits einige Stunden mit ABS haben dem Schlitten der X-Achse stark zugesetzt.
 |
| Hohe Temperaturen haben den Kunststoff des Schlittens verformt |
Zu testen bleibt jetzt nur noch das transparente ABS. Allerdings muss der Prozess des Druckens vereinfacht werden, da ich nicht immer den kompletten Drucker umbauen möchte, wenn das Material gewechselt werden soll.