Die Teile für meinen neuen Drucker sind endlich gekommen. Nach etwa einem Monat Lieferzeit sind jetzt alle Teile aus den verschiedenen Quellen eingetroffen. Der Aufbau der Sparkcube XL ist von Sparklab in einigen Videos dokumentiert:
Nach dem ich mich an den Videos orientiert habe stand das grobe Gerüst nach etwa einem Tag.
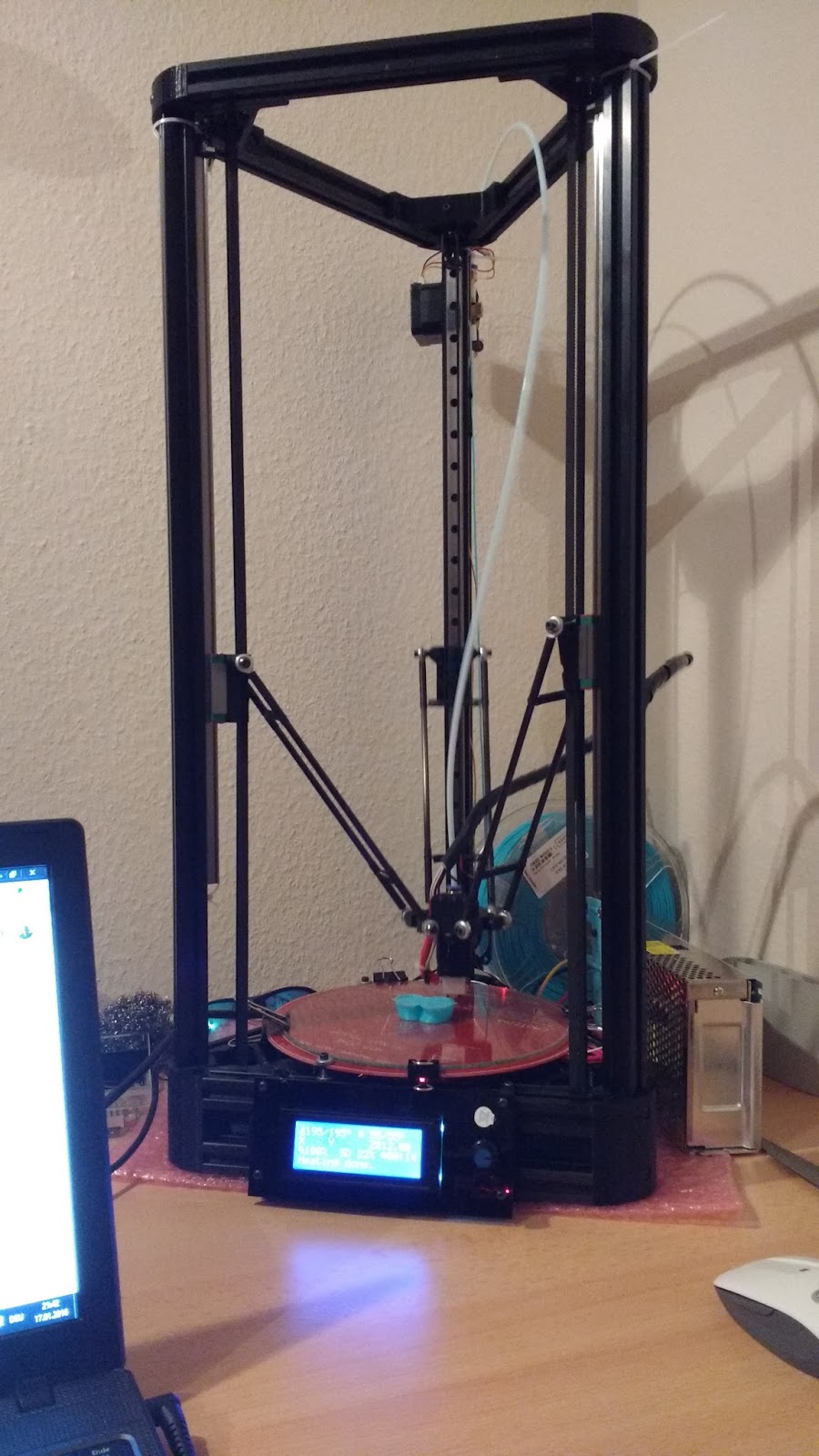
Die Elektronik und den Extruder werde ich selbst anbringen. Daher habe ich noch ein paar weitere 3D gedruckte Teile gebraucht. Das vorerst fertige Ergebnis sieht schon mal aus wie ein 3D-Drucker. So weit so gut.
Jetzt zu den Dingen, die noch fehlen, verbesserungswürdig sind oder einfach schlichtweg nicht funktionieren.
Z-Achse & Druckbett
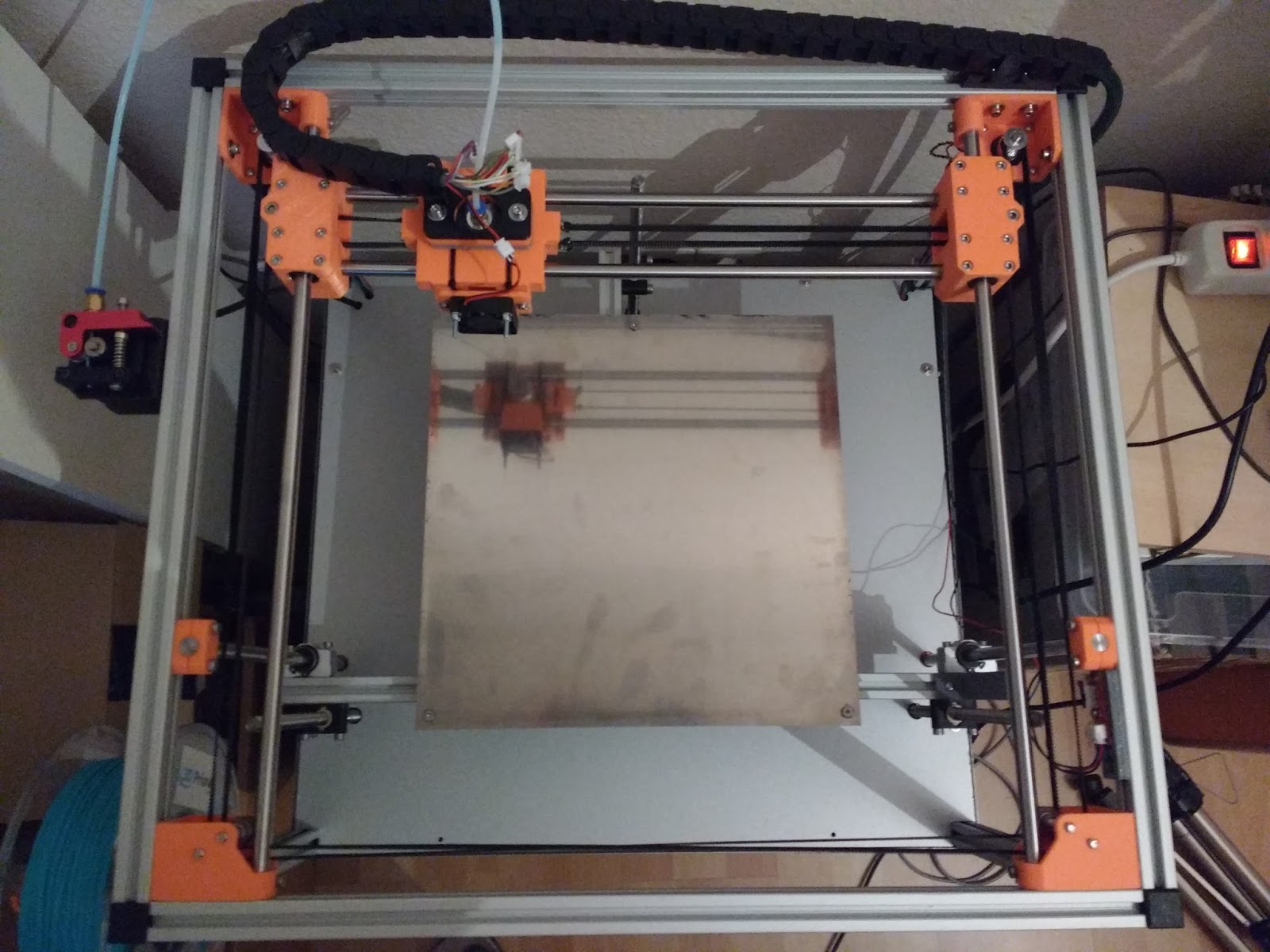
Das Druckbett ist auf einem T-förmigen Träger angebracht. Die drei Ecken des Trägers haben jeweils eine eigene Gewindespindel. Rechts und links sind die Gewindespindeln noch durch Linearführungen unterstützt. Somit ist es möglich die Ebene beliebig (in gewissen Grenzen) im Raum zu platzieren. Idealerweise natürlich parallel zu der XY-Ebene der Extruderspitze. Das ist in diesem Video schön gezeigt. Nachteil ist, dass man für jeden der Motoren der Z-Achse einen eigenen Treiber am Mainboard benötigt. Im Moment ist ein Schrittmotor Treiber für die drei Motoren zuständig. Das läuft ok, aber nicht 100%ig zufriedenstellend. Ein Ausrichten des Druckbetts geschieht mit den 3 Schrauben, die für ein manuelles Anpassen vorgesehen sind.
Extruder
Ich möchte, dass der Drucker mit zwei Extrudern bestückt ist, die idealerweise zwei unterschiedliche Kunststoffe ausdrucken können. So können einerseits Stützstrukturen besser entfernt werden, andererseits können Verbundwerkstoffe erzeugt werden. Beispielsweise ABS Gehäuse mit Gummierter Außenseite. Im Moment ist an dem Drucker lediglich ein einzelner Extruder angebracht. Um einen zweiten anzubringen muss ich zuerst den XY-Schlitten neu designen. Die Energiekette bringt bereits genügend Leitungen und Stecker mit um ein weiteres Hotend zu betreiben.
Firmware
Als Firmware wird Marlin verwendet. Marlin hat eine Vielzahl von Konfigurationsmöglichkeiten und schier unendliche Komplexität. Ich habe bis jetzt nur die Oberfläche angekratzt und habe es noch nicht geschafft, dass alle Funktionen so funktionieren wie erhofft. Unter den fehlenden Funktionen sind: 3 Motoren für Z, WiFi über das Modul auf der Hardware, Lüftersteuerung für das Hotend.
Ich habe das von ST erzeugte Projekt kopiert und werden alle meine Änderungen auf GitHub veröffentlichen. Vor allem möchte ich das Einstellen der Z-Achsen wie im Video oben gezeigt gerne auch in der Software haben.
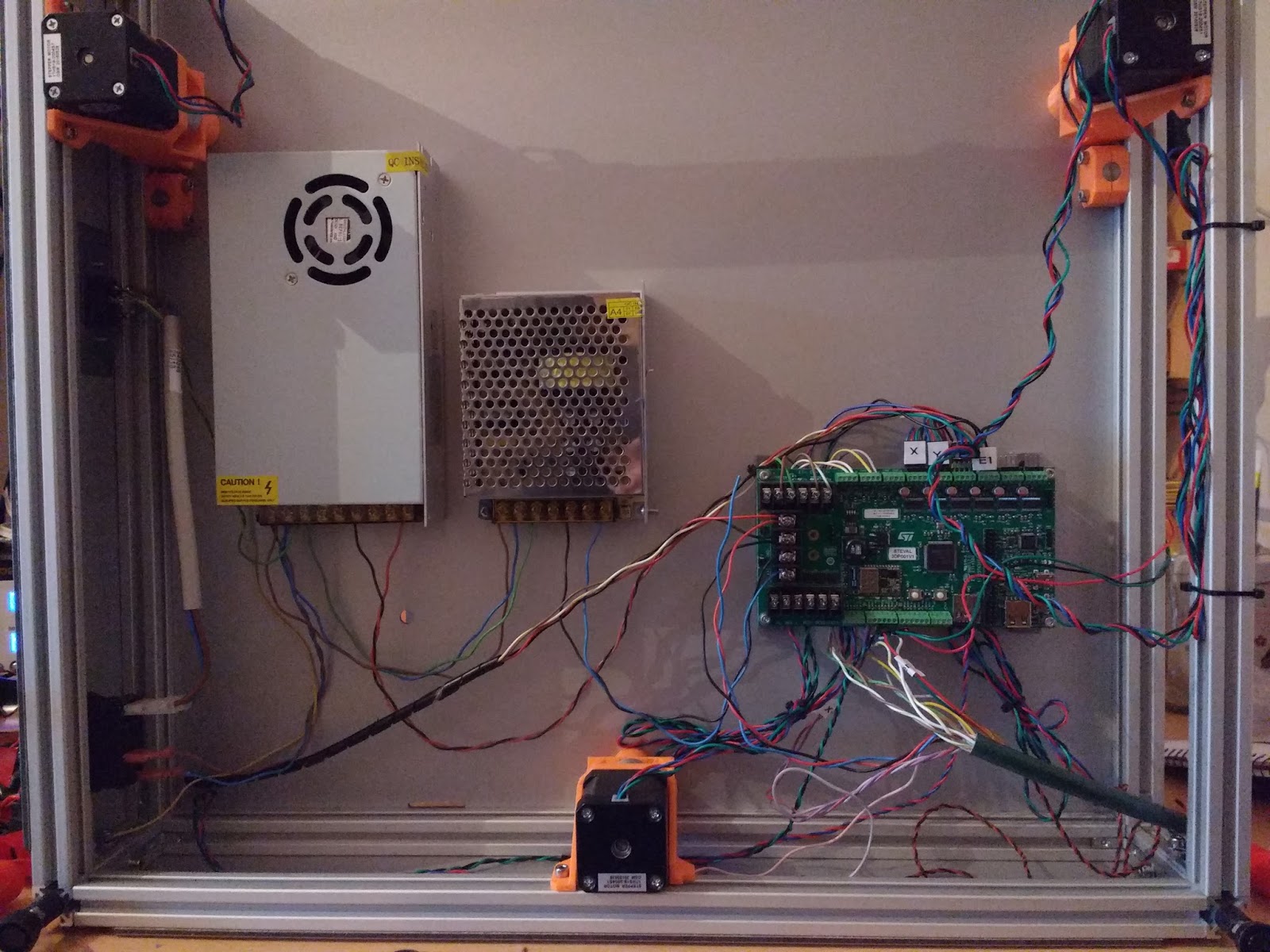
Hardware
Wenn die oben beschriebenen Funktionen umgesetzt werden sollen, bringt das die Hardware von ST an Grenzen. Wie genau die Funktionen erweitert werden können bin ich mir noch unsicher. Für den Drucker mit zwei Extrudern ergeben sich folgende Anforderungen:
- 2 Motoren für XY
- 3 Motoren für Z
- 2 Motoren für Extruder
- 2 FETs für Hotends
- 1 FET für das Heizbett
- 3 Thermistor Eingänge
- 3 Endschalter Eingänge
- optional 2 Eingänge für Filamentsensoren
- optional 2 weitere Endstops für Z
- optional 5 weitere Endstops für jeden Achstenmotor als maximum Stop.
Features der Hardware sind:
- 6 Motortreiber
- 3 Extruder
- 3 Extruder FETs
- 3 Hotend FETs
- 3 Extruder Thermistoren
- 3 Hotend Thermistoren
- 6 Endstops
- 1 Erweiterungsstecker
- 6 Endstops
- 3 NTCs
- SD Card Interface
- SPI Interface
- USB Interface
- UART Interface
- I2C Interface
- 4 GPIOs
- 5V and 3V3 Power
Die Interfaces des Erweitungssteckers liefern genügend Signale um die benötigten Features nachzurüsten. Es sollte als möglich sein mit dem STEVAL-3DP001V1 einen voll funktionsfähigen 3D Drucker mit allen benötigten Funktionen zu erstellen. Und das Beste daran: das Board kostet nur
116$